
工作機械で部品を削りだしていく上で、まず最初に行うことが、製品に近いサイズまで素材をバンドソーで切断する作業があります。

上記のようなバンドソーという機械を使用します

切断後の状態、切断面にバリが出たり、キリコ(細かい金属の切りくず)がついています
フラットバー(棒状の板)やシャフト(円筒状の長い棒)を製品の仕上がり寸法より少し大きめに切断するのですが、この時、長さを測るのにメジャー(正式名称コンベックス)を使います。

弊社ではタジマ製のコンベックスを使用しています。
TAJIMA|コンベックス・LEDライト・ハーネス安全帯などの総合ツールメーカー (tajimatool.co.jp)
↑色々と新製品が出ているのでまたチェックしてみてください。
DIYをされるご家庭にはあるかもしれません
なーんだコレだったら家にもあるし使えるよ。
とただ先の曲がった部分を引っかけてメモリを見るだけのものかと思われがちですが、実は色々と考えられた機能がついているのです。
もし使ったことがある方で、鋭い感覚の持ち主であれば気付く人も中にはいるかと思いますが、
あの折れ曲がった先の部分(正式名称 爪)ってなんでガタガタ動くんだろう・・・と
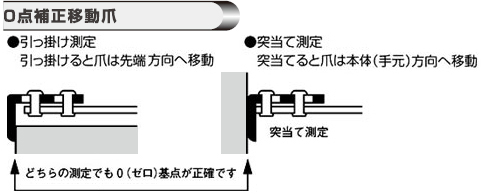
あれは移動爪と呼ばれるもので、爪を取り付ける穴がわざと大きく作られていて、
「引っかけても、押し当てても爪の厚みを無視して同じメモリで寸法が測ることができる」ように調整されています。
出典http://www.muratec-kds.jp/q_a/q_a_convex.html
詳細は測定器メーカーにてチェックしてみてください
https://www.shinwasokutei.co.jp/qanda_category/q07/
バンドソーで切断作業を行うときはコンベックスの爪を引っかけて測る場合と、鋸刃に押し付けて測る場合があるので、この特性を理解しておいてください。
参考に普段の材料切作業をお見せいたします。
切断後の素材を測るときは爪を引っかけて、
切断前の素材を測るときは爪を押し当てて測定していることがわかるかと思います。
押し当てているのはあくまでもバンドソーの「刃」なので、あまり強く当てないようにしてくださいね。
切断に使用する場合のコンベックスでの測定精度は±2mm程度と考えておいてください。
±2mmというのは100mmを狙って切断作業を行うと大体98mm(マイナス2mm)から102mm(プラス2mm)の間に収まるということです。
慣れるまではもっと誤差が大きくなるし、上達してくると±0.1程度を連発してプロになった気分になれます。
ほかにもコンベックスは凡その寸法を測るときによく使うので自分がどの程度の測定精度で測ることができるのか確認しておいてください。
ちなみに筆者も調べものをしていて初めて知ったのですが、
どうやらメジャーの中でもメモリの部分が金属製の湾曲しているテープで伸ばした時にある程度の直進性を保ってくれるものをコンベックス(英訳 凸面の~)というようです。
巻き尺というとメモリの部分がふにゃふにゃ曲がる布製のものをさすようです。
「あ~そこのコンベックスとって~、あぁ巻き尺ちゃうちゃう(笑)コンベックスよ~」とドヤっている先輩を見つけても優しい目で見守ってあげてください。
それではここまでにしたいと思います。
駄文に付き合っていただいてありがとうございます。
それでは良き鉄工所ライフを!!