最近の多くのマシニングセンタには加工プログラム作成補助機能「対話」というモノ(ソフト、アプリのようなもの)が搭載されています。
弊社ではDMG森精機のシステムを使用しています。
3軸マシニングセンタはFANUC、三菱系は
「MAPPSⅢ」「MAPPSⅣ」「MORI-APM」

MAPPSⅢ

MAPPSⅣ
5軸マシニングセンタはシーメンスの対話システムが搭載されています。
対話で手に負えないような形状を加工する場合はONECNCという3DCADCAMで3軸4軸5軸加工まで行います。4軸、5軸の多軸加工はYOUTUBEなんかの動画で見たことがあるかもしれませんね
5軸動画
どのシステムも非常に便利なプログラム作成補助機能があるのですが、その中でも最初にとっつきやすいMAPPSから説明したいと思います。
固い金属をそれよりも固い刃物を使って強力な動力で、削っていらない部分をもぎ取っていく機械なので、使用には細心の注意が必要なのですが、対話機能を使うと、あっという間に加工する直前まで作業を進めることができます。

さらに素晴らしい機能がついていて加工前にシミュレーションを画面上で行って、作ったプログラムで機械を動かすとどのように削れるのかを目視で確認することができます。
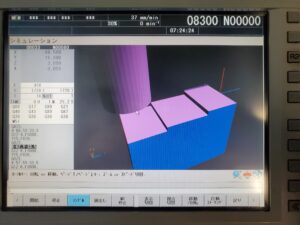
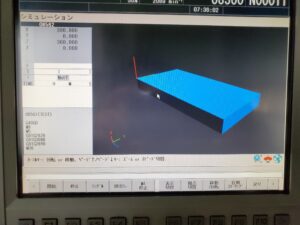
下写真はこれから切削シミュレーションを行う前の画面です。
真ん中に削る前の素材のブロックがあるのですが、この記事ではこのブロックの形の設定を行います。
まずはこんなブロックを描いてみましょう
厚み10mm 幅50mm 長さ100mmの四角い塊
イラスト
これを鉄工所の世界では10×50×100のブロックと呼んだりします。
基本的には3つの数字の中で一番小さい数字を「厚み」二番目の数字を「幅」一番大きい数字を「長さ」と呼ぶことが多いようです。
今回は空間を表す軸の表現XYZのうち「厚み」をZ、「幅」をY、「長さ」をXにしたいと思います。
これは実際マシニングセンタのテーブルに設置しているバイスに素材を載せた時を想像するとわかりやすいです。
マシニング機内写真
厚みが薄い「板材」呼ばれるものを加工する場合、まずは広い面に穴あけ等を行うことが多く、このような配置になるパターンが多いです。(穴あけ加工はZ軸方向に進むため)
それでは対話画面に戻って、まずは下写真のように数字を打ち込んでみましょう。

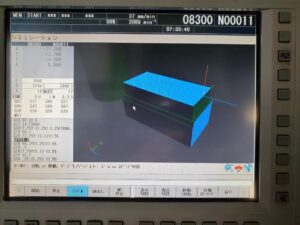
そして画面を戻して描画画面を表示させてみましょう。
どうでしょう、写真の通りになりましたか?違う画面になった場合はもう一度数字を見直してみましょう
とりあえずはこれで10×50×100のブロックの素材設定が完了しました。
これで、このマークをX0.Y0.Z0.の基準とした切削シミュレーションが可能になりました。
大体のイメージはつかめたでしょうか?
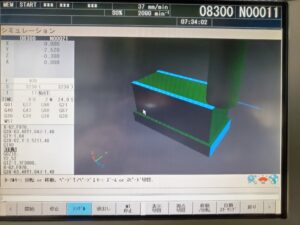
ここで少し数字を打ち換えてみましょう
このような数値で再設定してみてください

基準のマークの位置がずれたのがわかりますか?
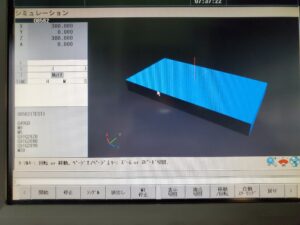
Zの基準はワーク上面のままですが、X,Yの基準が素材のセンター(中心)に変わっています。
仕上がりの形状によってはこのような座標設定をする場合もあります。
それではクイズです。
この図面を基準の位置(原点)に注意しながら素材設定してみましょう
図面
図面
図面
答え
答え
答え
どうでしょう?
うまくいきましたか?
気になるトコロが出てきたら先輩に聞いてみてください
コメント欄でもOKです。
記事をどんどん改善していきたいと思います。
それでは良い加工ライフを